
Blog

20
JUN
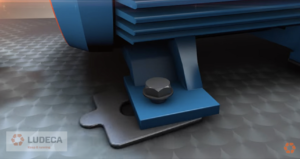
THE WAY YOU INSTALL YOUR ROTATING MACHINERY IS THE WAY IT WILL PERFORM!
14
JUN
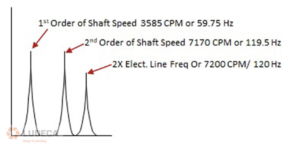
DOES YOUR VIBRATION PROGRAM USE ORDER-BASED SETUPS?

6
JUN
USE TWO TEMPERATURE PROBES WHEN HEATING YOUR BEARINGS!

5
JUN
5 REQUIREMENTS FOR BALANCE OF CRITICAL EQUIPMENT

31
MAY
IS YOUR MAINTENANCE CULTURE AFFECTING YOUR BUDGET?
15
MAY
THE CORRECT SEQUENCE OF EVENTS IN ANY ALIGNMENT JOB: SHIM FIRST OR MOVE FIRST?

1
MAY
DETERMINING THE BATTERY LIFE OF A WIRELESS VIBRATION SENSOR

24
APR
THE ROLE OF ALIGNMENT IN PRECISION MAINTENANCE

20
MAR
5 QUICK QUESTIONS ON ALIGNMENT
21
FEB
USING ULTRASOUND TO DETECT BEARING FAILURES
2
JAN
IS PULLEY ALIGNMENT IMPORTANT FOR YOU?
1
NOV